को अप्टिकल पास मर्मत अनुपातधातु ह्यालोड फिशिंग बत्तीहरूधातु हेलोइड माछा मार्ने बत्तीको महत्त्वपूर्ण प्राविधिक सूचक हो। चीनमा धातु माछा मार्ने लाम र प्राविधिक स्तरको निरन्तर सुधारको बढ्दो मागको साथ अधिक धातुको हलिड मर्मत ररवार अनुपात बढी र बढी महत्त्वपूर्ण हुँदै गइरहेको छ। यस कागजले यसको गहन विश्लेषण र अनुसन्धानको अभ्यासमा केन्द्रित गर्दछ।
एक धातु ह्यालोड फिडलंग प्रकाश पास पास को रखरखाव विश्लेषण
श्रृंखला मेटल हलिड, विभिन्न शक्ति, मेटल ह्याडल असभ्य बत्तीको संरचनाको बिभिन्न डिजाइन बिभिन्न डिजाइन फरक छ कि बत्ती इग्निशन (दुई घण्टा) को शुरुवात एक ︿ फ्लक्स गिरावटमा घण्टा छिटो, फूल फ्लूअल गिरावटलाई प्रकाशमा जारी राख्नुहोस्। यद्यपि विभिन्न प्रकाश-पास रखरखावको बत्तीको साथ केहि धातुको दूरसाइड माछा मार्ने बत्तीहरू पनि छन्, र प्रारम्भिक प्रज्ज्वलित बिन्दुमा बाल्टि फ्लोरको गिरावट दर पछिको इग्निशन बिन्दुमा छ। माथिको भिन्नताहरू मुख्यतया समान तर विभिन्न कारणका कारणहरू छन् तर बिभिन्न र इग्निशन पोइन्टको ढिला अवधिमा घटेका विभिन्न कारणहरू। अगाडि फ्लक्सको कारणले गर्दा प्रकाशको आर्कोका कारणहरू धातुको दूरउड बत्तीहरूको इग्टिभ बिन्दुमा घट्ने क्रममा, प्रकाशको ढिलो जलाइएको बत्तीहरूमा विश्लेषण गर्नु आवश्यक छ, ताकि प्रभावकारी पास मर्मत गर्न बत्तीहरूको दर।

सर्वप्रथम, प्रलोभित प्रज्वलन पोइन्टमा फ्लकको संयन्त्र विश्लेषण गरिएको छ विश्लेषण गरिएको छ। उदाहरण को लागी, एक निश्चित को आर्क ट्यूबधातु ह्यालोड फिशिंग बत्तीहरूसमावेश गर्दछ: क्वार्ट्ज बबुल शेल र इलेक्ट्रोडको आकार र आकार; इलेक्ट्रोड विस्तार लम्बाई; चिसो अन्तिम तापमान (इन्भिड कोटिंग आकार र कोटिंग मोटन सहित) सहित); अनुपात र भल्ड गोल्ड हलोगन गोलीहरू र इनपुट आर्क पावर निर्धारित गरीएको छ, अप्टिकल ट्रान्समिटेटिमेन्टको परिवर्तन मूल रूपमा निर्धारित गरिन्छ: क्वार्ट्ज बबुल शेलको अप्टिकल ट्रान्समिटमेन्टको परिवर्तन। 2 इलेक्ट्रोड उत्सर्जन प्रदर्शन (क्याथ्ड सम्भावित ड्रप सहित)। Son आणविक एकाग्रता र वेन, एनेज, एचजी, मर्न, एचजी, एचजी, एचजी- एचजी-, Enc।) मा परिवर्तनहरू धातुको टेल पदार्थहरू।
मा कुल आणविक विकिरण तीव्रताअन्तर्गत कतार धातु fillide fill सुत्ने बत्तीआर्क ट्यूब उत्साहित परमाणुहरूको एकाग्रतामा निर्भर गर्दछ, यसको अभिव्यक्ति निम्नानुसार छ:
N¿ = होइन (GK / g,) EXP- (EVK / KT) ·
जहाँ n0 विभिन्न अनन्त तत्वहरूको आणविक एकाग्रता हो। VK विभिन्न Luminessary तत्वहरूको शीभाविक सम्भावित उर्जा हो। T तापमान छ जहाँ प्रत्येक तत्व को परमाणु छन्। आक्रामणको बेलामा बिभिन्न बिन्दुहरूमा आक्रामणको बिभिन्न पोइन्टहरूमा ठूलो तापमान फरक भएकोले चित्र 1 ले 2000W धातुको दूर दूर दूर दूर दूर दूर दूर दूर्दा बत्तीको इष्टर्मल कर्भेम्बर देखान्छ।
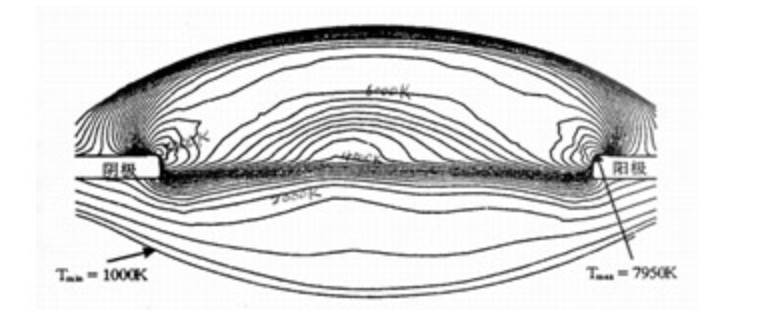
चित्र 1। प्लाज्मा तापमान प्रोफाइल2000w मेटल हलिड माछा मार्ने बत्तीहरू। इलेक्ट्रोड दूरी 4.2mm र इस्थुट्राम दूरीमा 250k छ
यो माथिको संक्रमणबाट देख्न सकिन्छ कि लुम्प्टेस तत्वको समान संख्यामा विभिन्न इस्थुटेम क्षेत्रहरूमा फरक चमकदार तीव्रता हुन्छ। संतृप्त वाष्प दबावको दबाव राज्यमा एनईई, SCI3 र अन्य धातु हेडल अणुहरूको एकाग्रता एआरसी ट्यूबको नजिकको तरल मेटल हेलोइड सतह (धातुले निर्धारण) Shlowd भरिने राशि, चिसो अन्त सतह को आकार र राज्यको राज्य, र तरल धातु हेलोइड सतह को माध्यम बाट प्रवाह वेग। पक्कै पनि आयको चिसो अन्तले आणविक एकाग्रता र वितरण राज्यको ठूलोलाई ठूलो प्रभाव पार्छ, पक्कै पनि, यसले धातुको हलीमा बत्तीको सुम्सारिशकुल तीव्रतालाई असर गर्ने छ। इग्निशन बिन्दुको चिसो अन्त्यको नजिकको बत्तीको नजिकको बत्तीको नजिकको बत्तीको नजिकको बत्तीको नजिकको बत्तीको नजिकको बत्तीको नजीक बत्तीको नजिकको बत्तीको नजिक तरल चरणको अंश अवलोकन गर्न गाह्रो छैन। धातुको उत्खननको चिसो बत्तीको नजिकको बत्तीको नजिकको बत्तीको नजिकको घण्टा धातुको धातु वितरण धेरै घण्टामा इग्निट घण्टाको घण्टा धातुको तुलक वितरण (विशेष गरी sc-Na SINISE MELITE MELIDE BLIDE BLIDE BLATE)। तसर्थ, चाप ट्यूबमा आणविक संकल्पको आणविक रुपमा परिक्षण गरिएको छ, जुन धातुको हलीको बत्तीको ठूलो प्रारम्भिक क्षयको मुख्य कारण हो।
पोष्ट समय: जुन-1 -22223