ನ ಆಪ್ಟಿಕಲ್ ಪಾಸ್ ನಿರ್ವಹಣೆ ಅನುಪಾತಲೋಹದ ಹಾಲೈಡ್ ಮೀನುಗಾರಿಕೆ ದೀಪಗಳುಮೆಟಲ್ ಹಾಲೈಡ್ ಫಿಶಿಂಗ್ ದೀಪಗಳ ಪ್ರಮುಖ ತಾಂತ್ರಿಕ ಸೂಚಕಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ. ಚೀನಾದಲ್ಲಿ ಮೆಟಲ್ ಹಾಲೈಡ್ ಫಿಶಿಂಗ್ ದೀಪಗಳ ಹೆಚ್ಚುತ್ತಿರುವ ಬೇಡಿಕೆ ಮತ್ತು ತಾಂತ್ರಿಕ ಮಟ್ಟದ ನಿರಂತರ ಸುಧಾರಣೆಯೊಂದಿಗೆ, ಮೆಟಲ್ ಹಾಲೈಡ್ ಫಿಶಿಂಗ್ ದೀಪಗಳ ಆಪ್ಟಿಕಲ್ ಪಾಸ್ ನಿರ್ವಹಣೆ ಅನುಪಾತವು ಹೆಚ್ಚು ಹೆಚ್ಚು ಮಹತ್ವದ್ದಾಗಿದೆ. ಈ ಕಾಗದವು ಅದರ ಆಳವಾದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಸಂಶೋಧನೆಯ ಕಾರ್ಯವಿಧಾನ ಮತ್ತು ಅಭ್ಯಾಸದ ಮೇಲೆ ಕೇಂದ್ರೀಕರಿಸುತ್ತದೆ.
ಲೋಹದ ಹಾಲೈಡ್ ಫಿಶಿಂಗ್ ಲೈಟ್ ಪಾಸ್ ನಿರ್ವಹಣೆ ವಿಶ್ಲೇಷಣೆ
ಸರಣಿ ಮೆಟಲ್ ಹಾಲೈಡ್, ವಿಭಿನ್ನ ಶಕ್ತಿ, ಲೋಹದ ಹಾಲೈಡ್ ದೀಪದ ರಚನೆಯ ವಿಭಿನ್ನ ವಿನ್ಯಾಸ ಆಪ್ಟಿಕ್ ನಿರ್ವಹಣೆ ದರ ವಕ್ರರೇಖೆಯು ವಿಭಿನ್ನವಾಗಿದೆ, ಉದಾಹರಣೆಗೆ ಲ್ಯಾಂಪ್ ಇಗ್ನಿಷನ್ (ಇನ್ನೂರು ಗಂಟೆಗಳು) ಆರಂಭದಲ್ಲಿ ಮೆಟಲ್ ಹಾಲೈಡ್ ಲ್ಯಾಂಪ್ ಮೀನುಗಾರಿಕೆ ಒಂದೆರಡು ︿ ಫ್ಲಕ್ಸ್ ಕುಸಿತಕ್ಕೆ ಗಂಟೆಗಳು ವೇಗವಾಗಿ, ಪ್ರಕಾಶಮಾನವಾದ ಹರಿವಿನ ಕುಸಿತವು ಹೆಚ್ಚು ಮೃದುವಾಗಿರುತ್ತದೆ. ಆದಾಗ್ಯೂ, ವಿಭಿನ್ನ ಲೈಟ್-ಪಾಸ್ ನಿರ್ವಹಣಾ ಕರ್ವ್ ಹೊಂದಿರುವ ಕೆಲವು ಮೆಟಲ್ ಹಾಲೈಡ್ ಫಿಶಿಂಗ್ ಲ್ಯಾಂಪ್ಗಳಿವೆ, ಮತ್ತು ಆರಂಭಿಕ ಇಗ್ನಿಷನ್ ಪಾಯಿಂಟ್ನಲ್ಲಿ ಬೆಳಕಿನ ಹರಿವಿನ ಕುಸಿತದ ಪ್ರಮಾಣವು ಮೂಲತಃ ನಂತರದ ಇಗ್ನಿಷನ್ ಪಾಯಿಂಟ್ನಲ್ಲಿ ಹೋಲುತ್ತದೆ. ಮೇಲಿನ ವ್ಯತ್ಯಾಸಗಳು ಮುಖ್ಯವಾಗಿ ಇಗ್ನಿಷನ್ ಪಾಯಿಂಟ್ನ ಆರಂಭಿಕ ಮತ್ತು ಕೊನೆಯ ಅವಧಿಯಲ್ಲಿ ಬೆಳಕಿನ ಹರಿವಿನ ಇಳಿಕೆಗೆ ಒಂದೇ ರೀತಿಯ ಆದರೆ ವಿಭಿನ್ನ ಕಾರಣಗಳಿಂದಾಗಿವೆ. ಲೋಹದ ಹಾಲೈಡ್ ದೀಪಗಳ ಇಗ್ನಿಷನ್ ಬಿಂದುವಿನಲ್ಲಿ ಬೆಳಕಿನ ಹರಿವಿನ ಕುಸಿತದ ಕಾರಣಗಳನ್ನು ಮತ್ತಷ್ಟು ವಿಶ್ಲೇಷಿಸಲು, ದೀಪಗಳ ಆರಂಭಿಕ ಮತ್ತು ತಡವಾಗಿ ಸುಡುವ ಹಂತದಲ್ಲಿ ಬೆಳಕಿನ ಕೊಳೆಯುವಿಕೆಯ ಕಾರ್ಯವಿಧಾನವನ್ನು ವಿಶ್ಲೇಷಿಸುವುದು ಅವಶ್ಯಕ, ಇದರಿಂದಾಗಿ ಬೆಳಕಿನ ಪಾಸ್ ನಿರ್ವಹಣೆಯನ್ನು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ಸುಧಾರಿಸಲು ದೀಪಗಳ ದರ.

ಮೊದಲನೆಯದಾಗಿ, ಆರಂಭಿಕ ಇಗ್ನಿಷನ್ ಪಾಯಿಂಟ್ನಲ್ಲಿ ಫ್ಲಕ್ಸ್ ಕುಸಿತದ ಕಾರ್ಯವಿಧಾನವನ್ನು ವಿಶ್ಲೇಷಿಸಲಾಗುತ್ತದೆ. ಉದಾಹರಣೆಗೆ, ಒಂದು ನಿರ್ದಿಷ್ಟ ಚಾಪ ಟ್ಯೂಬ್ಲೋಹದ ಹಾಲೈಡ್ ಮೀನುಗಾರಿಕೆ ದೀಪಒಳಗೊಂಡಿದೆ: ಸ್ಫಟಿಕ ಬಬಲ್ ಶೆಲ್ ಮತ್ತು ವಿದ್ಯುದ್ವಾರದ ಗಾತ್ರ ಮತ್ತು ಆಕಾರ; ಎಲೆಕ್ಟ್ರೋಡ್ ವಿಸ್ತರಣೆಯ ಉದ್ದ; ಕೋಲ್ಡ್ ಎಂಡ್ ತಾಪಮಾನ (ನಿರೋಧನ ಲೇಪನ ಗಾತ್ರ ಮತ್ತು ಲೇಪನ ದಪ್ಪ ಸೇರಿದಂತೆ); ತುಂಬಿದ ಚಿನ್ನದ ಹ್ಯಾಲೊಜೆನ್ ಮಾತ್ರೆಗಳು ಮತ್ತು ಇನ್ಪುಟ್ ಚಾಪ ಶಕ್ತಿಯನ್ನು ನಿರ್ಧರಿಸಿದ ನಂತರ, ಆಪ್ಟಿಕಲ್ ಪ್ರಸರಣದ ಬದಲಾವಣೆಯನ್ನು ಮೂಲತಃ ಇವರಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ: 1. ಸ್ಫಟಿಕ ಬಬಲ್ ಶೆಲ್ನ ಆಪ್ಟಿಕಲ್ ಪ್ರಸರಣದ ಬದಲಾವಣೆ. 2. ಎಲೆಕ್ಟ್ರೋಡ್ ಹೊರಸೂಸುವಿಕೆಯ ಕಾರ್ಯಕ್ಷಮತೆಯ ಬದಲಾವಣೆಗಳು (ಕ್ಯಾಥೋಡ್ ಸಂಭಾವ್ಯ ಡ್ರಾಪ್ ಸೇರಿದಂತೆ). 3. ಲೋಹದ ಹಾಲೈಡ್ ದೀಪಗಳ ಚಾಪ ಟ್ಯೂಬ್ಗಳಲ್ಲಿ ಪರಮಾಣು ಸಾಂದ್ರತೆ ಮತ್ತು ಪ್ರಕಾಶಮಾನವಾದ ಅಂಶಗಳ (ನಾ, ಎಸ್ಸಿ, ಡಿವೈ, ಎಚ್ಜಿ–, ಇತ್ಯಾದಿ) ಪರಮಾಣು ವಿತರಣೆಯಲ್ಲಿನ ಬದಲಾವಣೆಗಳು.
ಒಟ್ಟು ಪರಮಾಣು ವಿಕಿರಣ ತೀವ್ರತೆಯಿಂದನೀರೊಳಗಿನ ಲೋಹದ ಹಾಲೈಡ್ ಮೀನುಗಾರಿಕೆ ದೀಪಆರ್ಕ್ ಟ್ಯೂಬ್ ಉತ್ಸಾಹಭರಿತ ಪರಮಾಣುಗಳ ಸಾಂದ್ರತೆಯ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ, ಅದರ ಅಭಿವ್ಯಕ್ತಿ ಹೀಗಿದೆ:
N¿ = ಇಲ್ಲ (gk/g,) exp- (evk/kt) ·
ಇಲ್ಲಿ N0 ಎಂಬುದು ವಿವಿಧ ಪ್ರಕಾಶಮಾನವಾದ ಅಂಶಗಳ ಪರಮಾಣು ಸಾಂದ್ರತೆಯಾಗಿದೆ. ವಿಕೆ ಎನ್ನುವುದು ವಿವಿಧ ಪ್ರಕಾಶಮಾನವಾದ ಅಂಶಗಳ ಪ್ರಚೋದನೆಯ ಸಂಭಾವ್ಯ ಶಕ್ತಿಯಾಗಿದೆ. ಟಿ ಎನ್ನುವುದು ಪ್ರತಿ ಅಂಶದ ಪರಮಾಣುಗಳು ಇರುವ ತಾಪಮಾನ. ಲೋಹದ ಹಾಲೈಡ್ ದೀಪವು ಇಗ್ನಿಷನ್ ಪಾಯಿಂಟ್ನಲ್ಲಿದ್ದಾಗ ಆರ್ಕ್ ಟ್ಯೂಬ್ನಲ್ಲಿ ವಿವಿಧ ಹಂತಗಳಲ್ಲಿ ದೊಡ್ಡ ತಾಪಮಾನ ವ್ಯತ್ಯಾಸವಿರುವುದರಿಂದ, ಚಿತ್ರ 1 2000 ಡಬ್ಲ್ಯೂ ಮೆಟಲ್ ಹಾಲೈಡ್ ಫಿಶಿಂಗ್ ಲ್ಯಾಂಪ್ನ ಆರ್ಕ್ ಟ್ಯೂಬ್ನ ಐಸೊಥರ್ಮಲ್ ಕರ್ವ್ ರೇಖಾಚಿತ್ರವನ್ನು ತೋರಿಸುತ್ತದೆ.
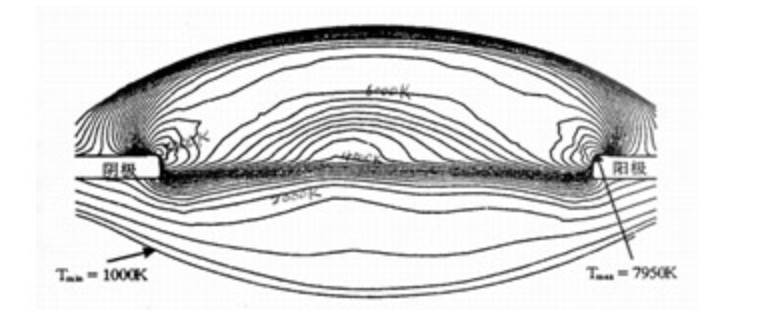
ಚಿತ್ರ 1. ಪ್ಲಾಸ್ಮಾ ತಾಪಮಾನದ ಪ್ರೊಫೈಲ್2000W ಮೆಟಲ್ ಹಾಲೈಡ್ ಫಿಶಿಂಗ್ ಲ್ಯಾಂಪ್. ವಿದ್ಯುದ್ವಾರದ ಅಂತರವು 4.2 ಮಿಮೀ ಮತ್ತು ಐಸೊಥೆರ್ಮ್ ಅಂತರವು 250 ಕೆ
ಒಂದೇ ಸಂಖ್ಯೆಯ ಪ್ರಕಾಶಮಾನವಾದ ಅಂಶ ಪರಮಾಣುಗಳು ವಿಭಿನ್ನ ಐಸೋಥೆರ್ಮ್ ಪ್ರದೇಶಗಳಲ್ಲಿ ವಿಭಿನ್ನ ಪ್ರಕಾಶಮಾನವಾದ ತೀವ್ರತೆಯನ್ನು ಹೊಂದಿರುತ್ತವೆ ಎಂದು ಮೇಲಿನ ಸಮೀಕರಣದಿಂದ ನೋಡಬಹುದು. ಸ್ಯಾಚುರೇಟೆಡ್ ಆವಿ ಒತ್ತಡದ ಸ್ಥಿತಿಯಲ್ಲಿರುವ NAI, SCI3 ಮತ್ತು ಇತರ ಲೋಹದ ಹಾಲೈಡ್ ಅಣುಗಳ ಸಾಂದ್ರತೆಯನ್ನು ಚಾಪ ಟ್ಯೂಬ್ನ ಶೀತ ತುದಿಯ ತಾಪಮಾನದಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ, ಕೋಲ್ಡ್ ಎಂಡ್ ಬಳಿಯ ಕ್ವಾರ್ಟ್ಜ್ ಟ್ಯೂಬ್ ಗೋಡೆಗೆ ಜೋಡಿಸಲಾದ ದ್ರವ ಲೋಹದ ಹಾಲೈಡ್ ಮೇಲ್ಮೈ ವಿಸ್ತೀರ್ಣ (ಲೋಹದಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ ಹಾಲೈಡ್ ಭರ್ತಿ ಮಾಡುವ ಪ್ರಮಾಣ, ಕೋಲ್ಡ್ ಎಂಡ್ ಮೇಲ್ಮೈಯ ಆಕಾರ ಮತ್ತು ಸ್ಥಿತಿ) ಮತ್ತು ದ್ರವ ಲೋಹದ ಹಾಲೈಡ್ ಮೇಲ್ಮೈ ಮೂಲಕ ಹರಿವಿನ ವೇಗ. ಚಾಪದ ತಣ್ಣನೆಯ ತುದಿಯು ಪರಮಾಣು ಸಾಂದ್ರತೆಯ ಮೇಲೆ ಹೆಚ್ಚು ಪರಿಣಾಮ ಬೀರುತ್ತದೆ ಮತ್ತು ವಿತರಣಾ ಸ್ಥಿತಿಯ ಮೇಲೆ ಹೆಚ್ಚು ಪರಿಣಾಮ ಬೀರುತ್ತದೆ ಎಂದು ನೋಡಬಹುದು, ಸಹಜವಾಗಿ, ಲೋಹದ ಹಾಲೈಡ್ ದೀಪದ ಪ್ರಕಾಶಮಾನ ತೀವ್ರತೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಇಗ್ನಿಷನ್ ಪಾಯಿಂಟ್ನಲ್ಲಿ ಮೆಟಲ್ ಹಾಲೈಡ್ ಫಿಶಿಂಗ್ ಲ್ಯಾಂಪ್ನ ತಣ್ಣನೆಯ ತುದಿಯಲ್ಲಿರುವ ದ್ರವ ಹಂತದ ಲೋಹದ ಹಾಲೈಡ್ ವಿತರಣೆಯನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಗಮನಿಸುವುದು ಕಷ್ಟವೇನಲ್ಲ. ಲೋಹದ ಹಾಲೈಡ್ ದೀಪದ ತಣ್ಣನೆಯ ತುದಿಯ ಸಮೀಪವಿರುವ ದ್ರವ ಹಂತದ ಲೋಹದ ಹಾಲೈಡ್ ವಿತರಣೆಯು ಮುಂಜಾನೆ ಇಗ್ನಿಷನ್ ಪಾಯಿಂಟ್ನ ಹತ್ತಾರು ಗಂಟೆಗಳವರೆಗೆ (ವಿಶೇಷವಾಗಿ ಎಸ್ಸಿ-ಎನ್ಎ ಸರಣಿ ಮೆಟಲ್ ಹಾಲೈಡ್ ಲ್ಯಾಂಪ್) ಹೆಚ್ಚು ಬದಲಾಗುತ್ತದೆ ಎಂದು ಕಂಡುಹಿಡಿಯುವುದು ಕಷ್ಟವೇನಲ್ಲ. ಆದ್ದರಿಂದ, ಆರ್ಕ್ ಟ್ಯೂಬ್ನಲ್ಲಿನ ಪರಮಾಣು ಸಾಂದ್ರತೆಯ ವಿತರಣೆಯು ಬಹಳ ಬದಲಾಗುತ್ತದೆ, ಇದು ಲೋಹದ ಹಾಲೈಡ್ ದೀಪದ ದೊಡ್ಡ ಆರಂಭಿಕ ಬೆಳಕಿನ ಕೊಳೆಯುವಿಕೆಗೆ ಮುಖ್ಯ ಕಾರಣಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ.
ಪೋಸ್ಟ್ ಸಮಯ: ಜೂನ್ -19-2023