La maggior parte della corrosione dei materiali metallici si verifica in ambiente atmosferico, poiché l'atmosfera contiene componenti corrosivi come ossigeno e inquinanti, nonché fattori di corrosione come l'umidità e le variazioni di temperatura. La corrosione a spruzzo salino è una delle corrosioni atmosferiche più comuni e distruttiva.

Principio di corrosione salina
La corrosione dei materiali metallici mediante spray salina è principalmente causata dall'infiltrazione della soluzione di sale conduttiva nel metallo e nella reazione elettrochimica, formando il sistema di micro-battery di "metallo a basso potenziale-soluzione elettrolitica-elevata impurità potenziale". Il trasferimento di elettroni si verifica e il metallo man mano che l'anodo si dissolve e forma un nuovo composto, vale a dire la corrosione. L'ione cloruro svolge un ruolo importante nel processo di danno alla corrosione di spray salina, che ha una forte potenza penetrante, facile da penetrare nello strato di ossido di metallo nel metallo, distruggere lo stato schietto del metallo; Allo stesso tempo, lo ione cloruro ha un'energia di idratazione molto piccola, che è facile da essere adsorbiti sulla superficie del metallo, sostituendo l'ossigeno nello strato di ossido che protegge il metallo, in modo che il metallo sia danneggiato.
Metodi di prova di corrosione salina e classificazione
Il test di spruzzatura salina è un metodo di valutazione della resistenza alla corrosione accelerata per l'atmosfera artificiale. È una concentrazione di salamoia atomizzata; Quindi spruzzare in una scatola termostatica chiusa, osservando la variazione del campione testato inserito nella scatola per un periodo di tempo per riflettere la resistenza alla corrosione del campione testato, è un metodo di prova accelerato, la concentrazione di sale dell'ambiente di spruzzatura salata di cloruro , ma il contenuto di spruzzo salino ambientale naturale generale più volte o dozzine di volte, in modo che il tasso di corrosione sia notevolmente migliorato, il test di spruzzatura salina sul prodotto, il tempo per ottenere risultati è stato anche drasticamente ridotto.

Test di spruzzatura salina prima e dopo
Il tempo di corrosione di un campione di prodotto può richiedere un anno o addirittura diversi anni se testato in ambiente naturale, ma risultati simili possono essere ottenuti in giorni o addirittura ore se testate in un ambiente di spruzzo salino simulato artificiale.
I test di spruzzatura salina sono principalmente divisi in quattro tipi:
① Test di spruzzo salino neutro (NSS)
② Test di spruzzo dell'acido acetico (AASS)
③ Test di spruzzo acido acetico accelerato in rame (CASS)
(4) Test alternativo di spruzzatura salina
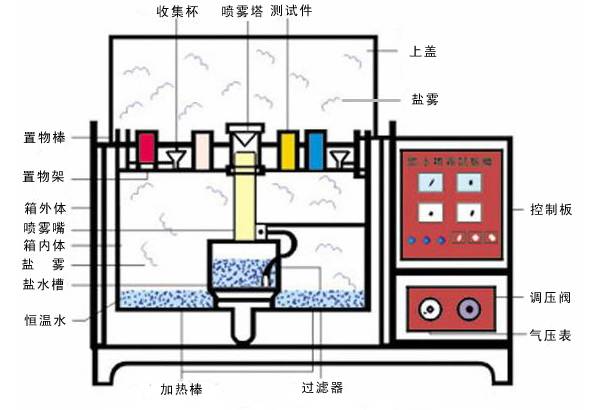
Attrezzatura di test di corrosione a spruzzo salino
Valutazione dei risultati dei test di spruzzatura salina
I metodi di valutazione del test di spruzzatura salina includono il metodo di valutazione, il metodo di valutazione della corrosione e il metodo di pesatura.
01
Metodo di valutazione
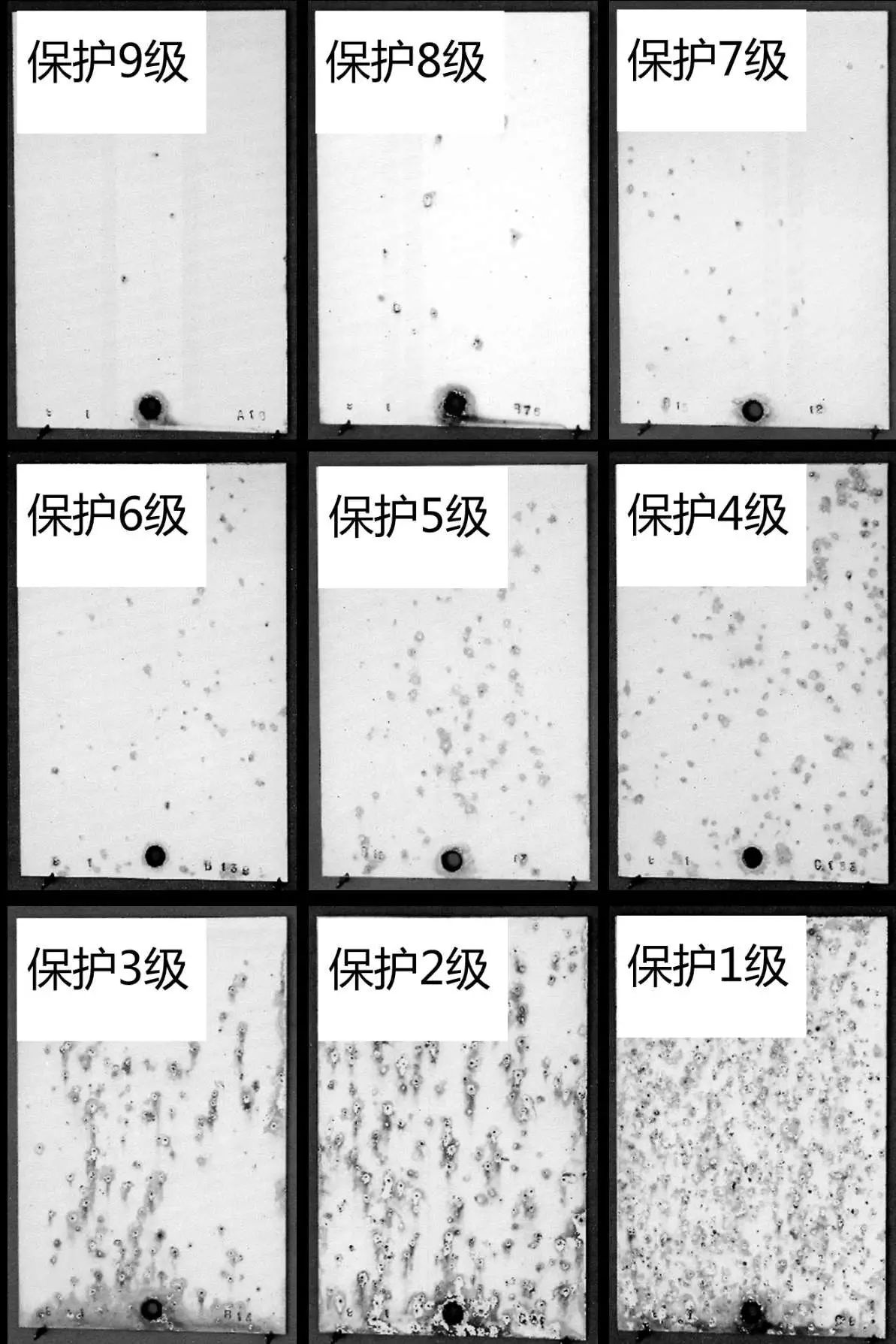
Il metodo di valutazione divide la percentuale dell'area di corrosione verso l'area totale in diversi voti secondo un determinato metodo e prende un determinato voto come base per un giudizio qualificato. Questo metodo è adatto per la valutazione di campioni di piastre piatte. Ad esempio, GB/T 6461-2002, ISO 10289-2001, ASTM B537-70 (2013), ASTM D1654-2005 Utilizza tutti questo metodo per valutare i risultati dei test di spruzzatura salina.
Valutazione della protezione e valutazione dell'aspetto

I valori RP e RA sono calcolati come segue:
Dove: RP è il valore di valutazione della protezione; RA è il valore di valutazione dell'aspetto; A è la percentuale della parte corrosa del metallo a matrice nell'area totale quando viene calcolato RP; L'AR è la percentuale della parte corrosa dello strato protettivo nell'area totale.
Classificazione di overlay e valutazione soggettiva
La valutazione della protezione è espressa come: ra/ -
Ad esempio, quando una leggera ruggine supera l'1% della superficie ed è inferiore al 2,5% della superficie, è espresso come: 5/ -
La valutazione dell'aspetto è espressa come: - /RA Valore + Valutazione soggettiva + Livello di fallimento dell'overlay
Ad esempio, se l'area spot è superiore al 20%, è: - /2Ma
La valutazione delle prestazioni è espressa come valore RA + valutazione soggettiva + livello di fallimento dell'overlay
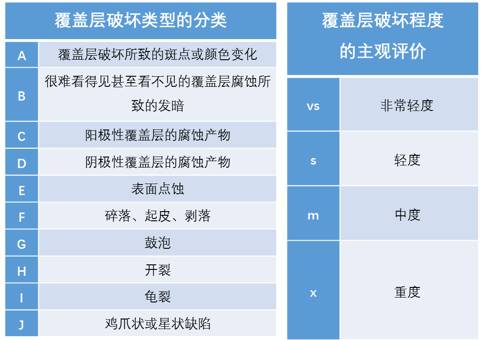
Ad esempio, se non esiste una corrosione in metallo a matrice nel campione, ma esiste una lieve corrosione di strato di copertura anodico inferiore all'1% dell'area totale, è indicato come 10/6SC
Una fotografia di una sovrapposizione con polarità negativa verso il metallo del substrato
02
Metodo per valutare la presenza di corrode
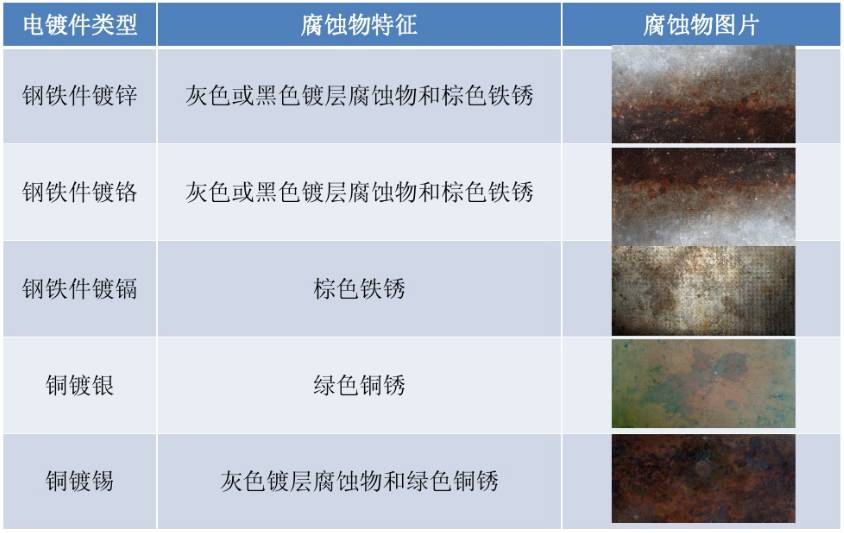
Il metodo di valutazione della corrosione è un metodo di determinazione qualitativa, si basa sul test di corrosione della pendenza salina, se il fenomeno della corrosione del prodotto per determinare il campione. Ad esempio, JB4 159-1999, GJB4.11-1983, GB/T 4288-2003 ha adottato questo metodo per valutare i risultati del test della nebbia salina.
Tabella caratteristica di corrosione di parti elettroplastanti comuni dopo test di spruzzatura salina
Metodo di calcolo del tasso di corrosione:
01
 L'umidità relativa critica per la corrosione dei metalli è di circa il 70%. Quando l'umidità relativa raggiunge o supera questa umidità critica, il sale sarà distribuito per formare un elettrolita con buona conduttività. Quando l'umidità relativa diminuisce, la concentrazione di soluzione salina aumenterà fino a quando il sale cristallino non viene precipitato e il tasso di corrosione diminuirà di conseguenza. All'aumentare della temperatura, il movimento molecolare si intensifica e aumenta il tasso di corrosione dell'alto spruzzo salino. La Commissione elettrotecnica internazionale sottolinea che il tasso di corrosione aumenta di 2 ~ 3 volte e la conducibilità degli elettroliti aumenta del 10 ~ 20% per ogni aumento della temperatura. Per il test di spruzzo salino neutro, si considera generalmente che 35 ℃ sia la temperatura appropriata.02
L'umidità relativa critica per la corrosione dei metalli è di circa il 70%. Quando l'umidità relativa raggiunge o supera questa umidità critica, il sale sarà distribuito per formare un elettrolita con buona conduttività. Quando l'umidità relativa diminuisce, la concentrazione di soluzione salina aumenterà fino a quando il sale cristallino non viene precipitato e il tasso di corrosione diminuirà di conseguenza. All'aumentare della temperatura, il movimento molecolare si intensifica e aumenta il tasso di corrosione dell'alto spruzzo salino. La Commissione elettrotecnica internazionale sottolinea che il tasso di corrosione aumenta di 2 ~ 3 volte e la conducibilità degli elettroliti aumenta del 10 ~ 20% per ogni aumento della temperatura. Per il test di spruzzo salino neutro, si considera generalmente che 35 ℃ sia la temperatura appropriata.02Concentrazione di soluzione
L'angolo di posizionamento del campione

La direzione della sedimentazione dello spruzzo salino è vicina alla direzione verticale. Quando il campione viene posizionato in orizzontale, la sua area di proiezione è la più grande e la superficie del campione porta la più spruzzatura salina, quindi la corrosione è la più grave. I risultati mostrano che quando la piastra di acciaio è di 45 ° dalla linea orizzontale, la perdita di peso della corrosione per metro quadrato è di 250 g e quando la piastra di acciaio è parallela alla linea verticale, la perdita di peso della corrosione è di 140 g per metro quadrato. GB/T 2423.17-1993 STATS STANDARD: "Il metodo di posizionamento del campione piatto deve essere tale che la superficie testata deve essere ad un angolo di 30 ° dalla direzione verticale".
04 PH
 Abbassare il pH, maggiore è la concentrazione di ioni idrogeno nella soluzione, più acido e corrosivo. Il valore del pH neutro di spray salino (NSS) è 6,5 ~ 7,2. A causa dell'influenza dei fattori ambientali, il valore del pH della soluzione salina cambierà. Al fine di migliorare la riproducibilità dei risultati dei test di spruzzatura salina, viene specificata l'intervallo di valori di pH della soluzione salina nello standard del test di spruzzo salino a casa e all'estero e viene proposto il metodo di stabilizzare il valore del pH della soluzione salina durante il test.
Abbassare il pH, maggiore è la concentrazione di ioni idrogeno nella soluzione, più acido e corrosivo. Il valore del pH neutro di spray salino (NSS) è 6,5 ~ 7,2. A causa dell'influenza dei fattori ambientali, il valore del pH della soluzione salina cambierà. Al fine di migliorare la riproducibilità dei risultati dei test di spruzzatura salina, viene specificata l'intervallo di valori di pH della soluzione salina nello standard del test di spruzzo salino a casa e all'estero e viene proposto il metodo di stabilizzare il valore del pH della soluzione salina durante il test.
05
La quantità di deposizione di spruzzo salino e metodo di spruzzo

Più fini sono le particelle di spruzzatura salina, maggiore è la superficie che formano, più ossigeno si assorbono e più corrosivi sono. Gli svantaggi più evidenti dei tradizionali metodi di spruzzo, incluso il metodo di spruzzo pneumatico e il metodo della torre a spruzzo, sono la scarsa uniformità della deposizione di spruzzo salino e il grande diametro delle particelle di spruzzo salino. Diversi metodi di spruzzo hanno anche un effetto sul pH della soluzione salina.
Standard relativi ai test di spruzzatura salina.
Quanto dura un'ora di spruzzatura salina nell'ambiente naturale?
Il test di spruzzatura salina è diviso in due categorie, una è il test di esposizione all'ambiente naturale, l'altro è test ambientale a spruzzo salino simulato accelerato artificiale.
La simulazione artificiale del test dell'ambiente di spruzzatura salina consiste nell'utilizzare un'attrezzatura di prova con un certo spazio di volume: camera di test di spruzzo salino, nel suo spazio di volume con metodi artificiali per creare un ambiente di spruzzo salino per valutare la resistenza alla corrosione del prodotto. Rispetto all'ambiente naturale, la concentrazione di sale di cloruro nell'ambiente di spruzzo salino può essere più volte o dozzine di volte del contenuto di spruzzo salino nell'ambiente naturale generale, in modo che la velocità di corrosione sia notevolmente migliorata e il test di spruzzatura salina accesa Il prodotto è notevolmente ridotto. Ad esempio, potrebbero essere necessari 1 anno affinché un campione di prodotto sia corrogato da un'esposizione naturale, mentre risultati simili possono essere ottenuti in 24 ore in ambiente artificiale a spruzzo salino simulato.
Il test di spruzzo salino simulato artificiale include test di spruzzo salino neutro, test di spruzzo acetato, test di spruzzo acetato accelerato al sale in rame, test di spray salino alternato.
(1) Il test di spruzzo salino neutro (test NSS) è un metodo di test di corrosione accelerato con il primo aspetto e il più ampio campo di applicazione. Utilizza la soluzione di salamoia del cloruro di sodio al 5%, la soluzione pH regolata nell'intervallo neutro (6 ~ 7) come soluzione di spruzzo. La temperatura del test è stata impostata a 35 ℃ e il tasso di insediamento di spruzzo salino doveva essere compreso tra 1 ~ 2 ml/80 cm².H.
(2) Il test di acetato di spruzzo (test ASS) è sviluppato sulla base del test di spruzzatura salina neutra. È per aggiungere un po 'di acido acetico glaciale alla soluzione di cloruro di sodio al 5%, in modo che il valore del pH della soluzione scenda a circa 3, la soluzione diventa acida e infine lo spruzzo salino si forma da spruzzo di sale neutro in acido. Il tasso di corrosione è circa tre volte più veloce del test NSS.
(3) Il test di spray acetato accelerato al sale di rame (Test CASS) è un rapido test di corrosione a spruzzo salino sviluppato recentemente all'estero. La temperatura del test è di 50 ℃ e una piccola quantità di sale di rame: il cloruro di rame viene aggiunto nella soluzione salata per indurre fortemente la corrosione. Corrode circa otto volte più veloce del test NSS.
In condizioni ambientali generali, la formula di conversione del tempo seguente può essere approssimativamente citata:
Test di spruzzo salino neutro 24h ambiente naturale per 1 anno
Acetato Mist Test 24H Ambiente naturale per 3 anni
Test di acetato di acetato accelerato al sale di rame 24h ambiente naturale per 8 anni
Pertanto, in vista dell'ambiente marino, spruzzatura salina, alternanza bagnata e secca, congelamento-scongelamento, riteniamo che la resistenza alla corrosione dei raccordi per i recipienti di pesca in tale ambiente dovrebbe essere solo un terzo di quella dei test convenzionali.
Pertanto, in vista dell'ambiente marino, spruzzatura salina, alternanza bagnata e secca, congelamento-scongelamento, riteniamo che la resistenza alla corrosione dei raccordi per i recipienti di pesca in tale ambiente dovrebbe essere solo un terzo di quella dei test convenzionali.
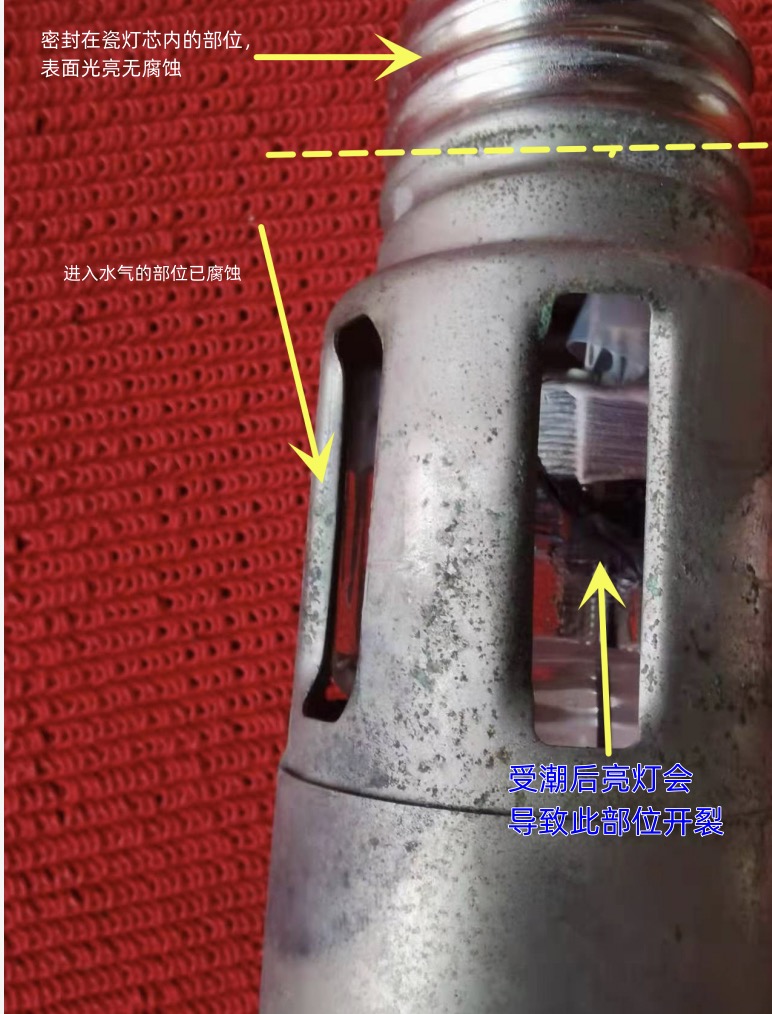
Ecco perché abbiamo bisogno di pescherecci per avereParalamola della lampada alogenuri di metalloe condensatori installati all'interno. Il supporto della lampada delLuce da pesca da 4000w a bordodovrebbe essere sigillato con un materiale che può resistere a più di 230 gradi Celsius. Per garantire che le luci di pesca nell'uso del processo non perdano l'effetto di tenuta e lo spray salino, con conseguente corrosione del tappo della lampada, con conseguente rottura della lampadina.
Sopra, aLampada da pesca da 4000w che attira il tonnoè stato usato da una barca da pesca per un mezzo anno. Il capitano non ha tenuto la lampada in un ambiente secco a terra o ha controllato il sigillo della lampada perché stava proteggendo l'isola per un anno. Quando usò di nuovo la lampada dopo un anno, il chip della lampada esplose
Tempo post: 15-2023 maggio