ઓપ્ટિકલ પાસ જાળવણી ગુણોત્તરધાતુના હાયલાઇડ ફિશિંગ લેમ્પ્સમેટલ હાયલાઇડ ફિશિંગ લાઇટ્સના મહત્વપૂર્ણ તકનીકી સૂચકાંકોમાંનું એક છે. ચાઇનામાં મેટલ હાયલાઇડ ફિશિંગ લાઇટ્સની વધતી માંગ અને તકનીકી સ્તરની સતત સુધારણા સાથે, મેટલ હ ly લિડ ફિશિંગ લાઇટ્સનું ical પ્ટિકલ પાસ જાળવણી ગુણોત્તર વધુને વધુ મહત્વપૂર્ણ બની રહ્યું છે. આ કાગળ તેના depth ંડાણપૂર્વક વિશ્લેષણ અને સંશોધનની પદ્ધતિ અને અભ્યાસ પર ધ્યાન કેન્દ્રિત કરે છે.
મેટલ હાયલાઇડ ફિશિંગ લાઇટ પાસનું જાળવણી વિશ્લેષણ
મેટલ હાયલાઇડ લેમ્પની રચનાની મેટલ હાયલાઇડ, વિવિધ શક્તિ, opt પ્ટિક જાળવણી દર વળાંક ભરો, જેમ કે લેમ્પ ઇગ્નીશન (બેસો કલાક) ની શરૂઆતમાં મેટલ હાયલાઇડ લેમ્પ ફિશિંગનો મોટાભાગનો ભાગ અલગ છે કલાકોથી ︿ પ્રવાહમાં ઝડપથી ઘટાડો, તેજસ્વી પ્રવાહનો ઘટાડો પ્રકાશ કરવાનું વધુ સરળ છે. જો કે, ત્યાં વિવિધ લાઇટ-પાસ જાળવણી વળાંકવાળા કેટલાક મેટલ હાયલાઇડ ફિશિંગ લેમ્પ્સ પણ છે, અને પ્રારંભિક ઇગ્નીશન પોઇન્ટ પર પ્રકાશ પ્રવાહનો ઘટાડો દર મૂળભૂત રીતે પછીના ઇગ્નીશન પોઇન્ટ પર સમાન છે. ઉપરોક્ત તફાવતો મુખ્યત્વે ઇગ્નીશન પોઇન્ટના પ્રારંભિક અને અંતમાં અવધિમાં પ્રકાશ પ્રવાહના ઘટાડાના સમાન પરંતુ જુદા જુદા કારણોને કારણે છે. મેટલ હાયલાઇડ લેમ્પ્સના ઇગ્નીશન પોઇન્ટમાં પ્રકાશ પ્રવાહના ઘટાડાના કારણોને વધુ વિશ્લેષણ કરવા માટે, લેમ્પ્સના પ્રારંભિક અને અંતમાં બર્નિંગ પોઇન્ટમાં પ્રકાશ સડોની પદ્ધતિનું વિશ્લેષણ કરવું જરૂરી છે, જેથી લાઇટ પાસ જાળવણીને અસરકારક રીતે સુધારવા માટે દીવા દર.

પ્રથમ, પ્રારંભિક ઇગ્નીશન પોઇન્ટ પર પ્રવાહના ઘટાડાની પદ્ધતિનું વિશ્લેષણ કરવામાં આવે છે. ઉદાહરણ તરીકે, ચોક્કસની આર્ક ટ્યુબધાતુનો હાયલાઇડ ફિશિંગ દીવોશામેલ છે: ક્વાર્ટઝ બબલ શેલ અને ઇલેક્ટ્રોડનું કદ અને આકાર; ઇલેક્ટ્રોડ એક્સ્ટેંશન લંબાઈ; ઠંડા અંત તાપમાન (ઇન્સ્યુલેશન કોટિંગ કદ અને કોટિંગની જાડાઈ સહિત); ભરેલી ગોલ્ડ હેલોજન ગોળીઓ અને ઇનપુટ આર્ક પાવરના ગુણોત્તર અને ડોઝ નક્કી કર્યા પછી, ઓપ્ટિકલ ટ્રાન્સમિટન્સનો ફેરફાર મૂળભૂત રીતે નક્કી કરવામાં આવે છે: 1. ક્વાર્ટઝ બબલ શેલના opt પ્ટિકલ ટ્રાન્સમિટન્સમાં ફેરફાર. 2. ઇલેક્ટ્રોડ ઉત્સર્જન પ્રભાવમાં ફેરફાર (કેથોડ સંભવિત ડ્રોપ સહિત). .
માં કુલ અણુ કિરણોત્સર્ગની તીવ્રતાપાણીની અંદર મેટલ હેલાઇડ ફિશિંગ લેમ્પઆર્ક ટ્યુબ ઉત્સાહિત અણુઓની સાંદ્રતા પર આધારિત છે, તેની અભિવ્યક્તિ નીચે મુજબ છે:
N¿ = ના (gk/g,) exp- (evk/kt) ·
જ્યાં એન 0 એ વિવિધ તેજસ્વી તત્વોની અણુ સાંદ્રતા છે. વીકે એ વિવિધ લ્યુમિનેસેન્ટ તત્વોની ઉત્તેજના સંભવિત energy ર્જા છે. ટી એ તાપમાન છે જ્યાં દરેક તત્વના અણુ હોય છે. આર્ક ટ્યુબમાં જુદા જુદા બિંદુઓ પર તાપમાનનો મોટો તફાવત હોવાથી જ્યારે મેટલ હાયલાઇડ લેમ્પ ઇગ્નીશન પોઇન્ટ પર હોય છે, ત્યારે આકૃતિ 1 2000 ડબ્લ્યુ મેટલ હેલાઇડ ફિશિંગ લેમ્પની આર્ક ટ્યુબનો ઇસોથર્મલ વળાંક આકૃતિ બતાવે છે.
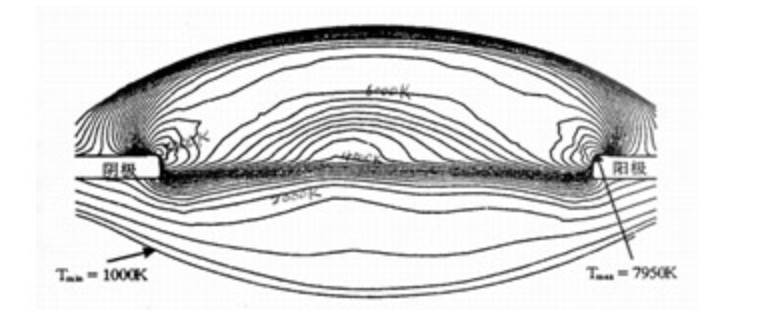
આકૃતિ 1. પ્લાઝ્મા તાપમાન પ્રોફાઇલ2000 ડબ્લ્યુ મેટલ હાયલાઇડ ફિશિંગ લેમ્પ. ઇલેક્ટ્રોડ અંતર 4.2 મીમી છે અને આઇસોથર્મ અંતર 250k છે
તે ઉપરોક્ત સમીકરણમાંથી જોઇ શકાય છે કે સમાન આઇસોથર્મ પ્રદેશોમાં સમાન સંખ્યામાં તેજસ્વી તત્વ અણુઓ વિવિધ તેજસ્વી તીવ્રતા ધરાવે છે. સંતૃપ્ત વરાળ દબાણ સ્થિતિમાં એનએઆઈ, એસસીઆઈ 3 અને અન્ય ધાતુના હાયલાઇડ અણુઓની સાંદ્રતા આર્ક ટ્યુબના ઠંડા અંત તાપમાન દ્વારા નક્કી કરવામાં આવે છે, ઠંડા અંતની નજીક ક્વાર્ટઝ ટ્યુબ દિવાલ સાથે જોડાયેલ પ્રવાહી ધાતુના હાયલાઇડ સપાટી વિસ્તાર (ધાતુ દ્વારા નિર્ધારિત હાયલાઇડ ભરવાની રકમ, ઠંડા અંતની સપાટીનો આકાર અને સ્થિતિ) અને પ્રવાહી ધાતુના હાયલાઇડ સપાટી દ્વારા પ્રવાહ વેગ. તે જોઇ શકાય છે કે આર્કનો ઠંડો અંત અણુ સાંદ્રતા અને વિતરણ રાજ્યને મોટા પ્રમાણમાં અસર કરશે, અલબત્ત, મેટલ હાયલાઇડ લેમ્પની લ્યુમિનેસન્સ તીવ્રતાને અસર કરશે. ઇગ્નીશન પોઇન્ટમાં મેટલ હાયલાઇડ ફિશિંગ લેમ્પના ઠંડા અંતની નજીક પ્રવાહી તબક્કાના ધાતુના હાયલાઇડ વિતરણનું નિરીક્ષણ કરવું મુશ્કેલ નથી. તે શોધવું મુશ્કેલ નથી કે મેટલ હાયલાઇડ લેમ્પના ઠંડા અંતની નજીક પ્રવાહી તબક્કા મેટલ હાયલાઇડ વિતરણ પ્રારંભિક કલાકોમાં ઇગ્નીશન પોઇન્ટના દસ કલાકો સુધી (ખાસ કરીને એસસી-એનએ શ્રેણી મેટલ હેલેઇડ લેમ્પ) માં મોટા પ્રમાણમાં બદલાય છે. તેથી, આર્ક ટ્યુબમાં અણુ સાંદ્રતા વિતરણ મોટા પ્રમાણમાં બદલાય છે, જે મેટલ હ lide લેડ લેમ્પના મોટા પ્રારંભિક પ્રકાશ સડો માટેનું એક મુખ્ય કારણ છે.
પોસ્ટ સમય: જૂન -19-2023