La plupart de la corrosion des matériaux métalliques se produit dans un environnement atmosphérique, car l'atmosphère contient des composants corrosifs tels que l'oxygène et les polluants, ainsi que des facteurs de corrosion tels que l'humidité et les changements de température. La corrosion par pulvérisation saline est l'une des corrosion atmosphérique les plus courantes et les plus destructrices.

Principe de corrosion par pulvérisation saline
La corrosion des matériaux métalliques par pulvérisation saline est principalement provoquée par l'infiltration de la solution de sel conductrice dans le métal et la réaction électrochimique, formant le système de micro-batterie de «Solution électrolyte de métal à faible potentiel - impureté à haut potentiel». Le transfert d'électrons se produit et le métal comme l'anode se dissout et forme un nouveau composé, à savoir la corrosion. L'ion chlorure joue un rôle majeur dans le processus de dommages causés par la corrosion du spray salin, qui a une forte puissance pénétrante, facile de pénétrer la couche d'oxyde métallique dans le métal, détruise l'état émoussé du métal; Dans le même temps, l'ion chlorure a une très petite énergie d'hydratation, qui est facile à adsorber à la surface du métal, remplaçant l'oxygène dans la couche d'oxyde protégeant le métal, de sorte que le métal est endommagé.
Méthodes et classification des tests de corrosion par pulvérisation saline
Le test de pulvérisation saline est une méthode d'évaluation de la résistance à la corrosion accélérée pour l'atmosphère artificielle. Il s'agit d'une concentration de saumure atomisée; Puis vaporisez dans une boîte thermostatique fermée, en observant le changement de l'échantillon testé placé dans la boîte pendant une période de temps pour refléter la résistance à la corrosion de l'échantillon testé, il s'agit d'une méthode d'essai accélérée, la concentration en sel de l'environnement de pulvérisation saline du chlorure , mais la teneur générale de l'environnement naturel salin à plusieurs reprises ou plusieurs dizaines de fois, de sorte que le taux de corrosion est considérablement amélioré, test de pulvérisation saline sur le produit, le temps d'obtenir des résultats a également été considérablement réduit.

Test de pulvérisation saline avant et après
Le temps de corrosion d'un échantillon de produit peut prendre un an ou même plusieurs années lorsqu'il est testé dans un environnement naturel, mais des résultats similaires peuvent être obtenus en jours ou même en heures lorsqu'ils sont testés dans un environnement de pulvérisation salin simulée artificielle.
Les tests de pulvérisation saline sont principalement divisés en quatre types:
① Test de pulvérisation salin neutre (NSS)
② Test de pulvérisation acide acétique (AASS)
③ Test de pulvérisation accélérée en cuivre accéléré (CASS)
(4) test de pulvérisation saline en alternance
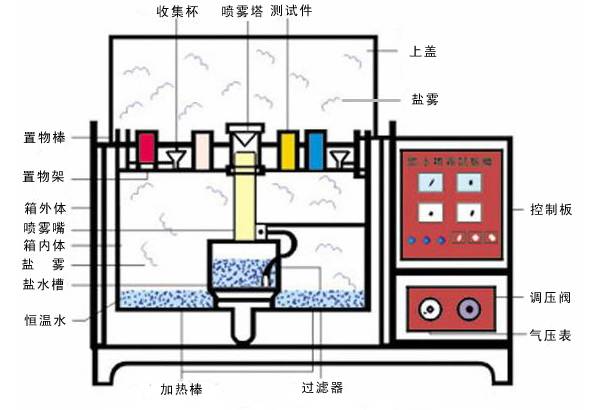
Équipement de test de corrosion par pulvérisation saline
Évaluation des résultats des tests de pulvérisation saline
Les méthodes d'évaluation du test de pulvérisation saline comprennent la méthode de notation, la méthode d'évaluation de l'occurrence de la corrosion et la méthode de pesée.
01
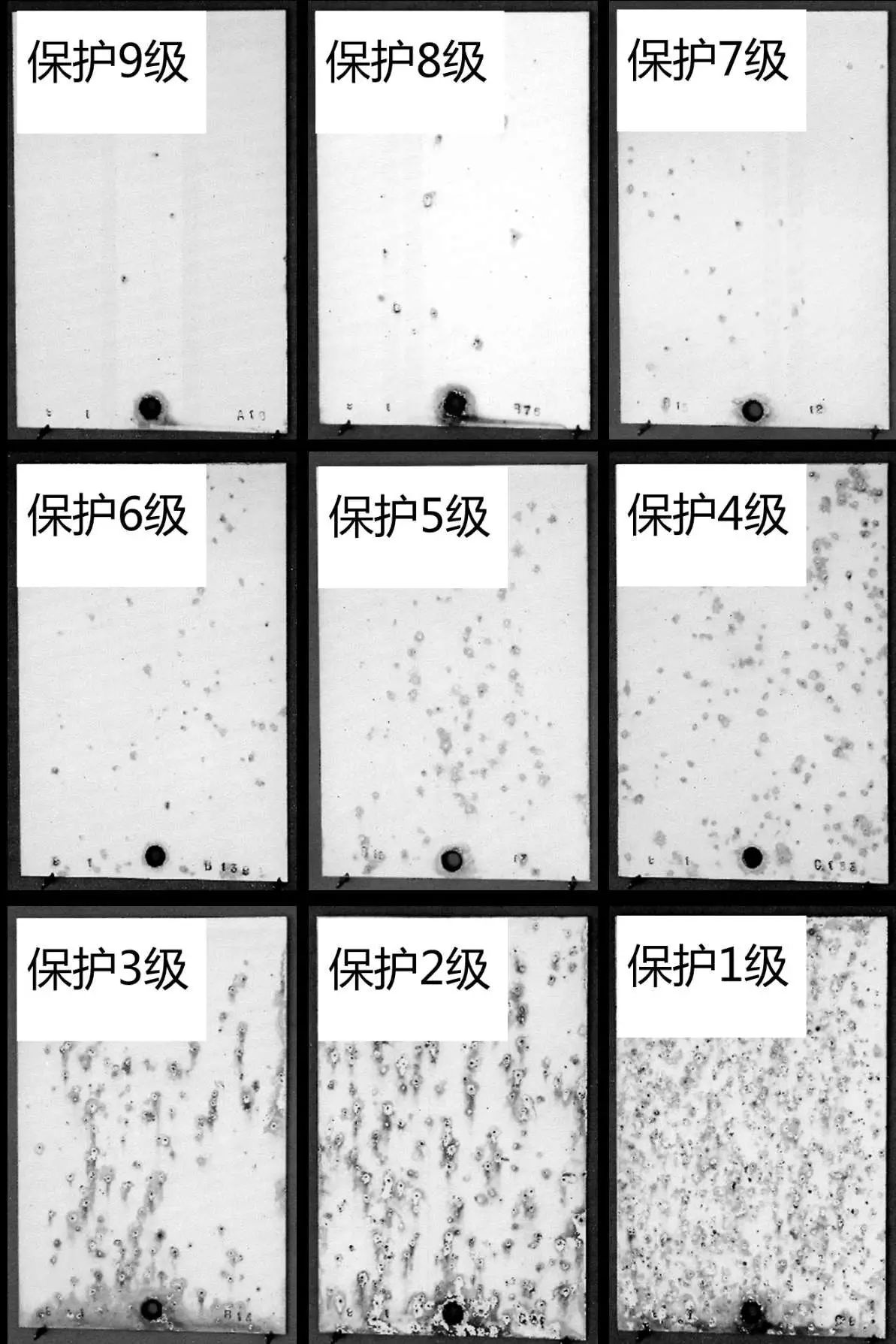
Méthode de notation
La méthode de notation divise le pourcentage de la zone de corrosion à la zone totale en plusieurs grades selon une certaine méthode et prend une certaine note comme base d'un jugement qualifié. Cette méthode convient à l'évaluation des échantillons de plaques plates. Par exemple, GB / T 6461-2002, ISO 10289-2001, ASTM B537-70 (2013), ASTM D1654-2005 Utilisez tous cette méthode pour évaluer les résultats des tests de pulvérisation de sel.
Cote de protection et cote d'apparence

Les valeurs RP et RA sont calculées comme suit:
Où: RP est la valeur de notation de protection; RA est la valeur de notation d'apparence; A est le pourcentage de la partie corrodée du métal matriciel dans la zone totale lorsque RP est calculé; La PR est le pourcentage de la partie corrodée de la couche de protection dans la zone totale.
Classification de superposition et évaluation subjective
La cote de protection est exprimée comme: RA / -
Par exemple, lorsque une légère rouille dépasse 1% de la surface et est inférieure à 2,5% de la surface, elle est exprimée: 5 / -
La cote d'apparence est exprimée comme suit: - / RA Valeur + Évaluation subjective + Niveau d'échec de superposition
Par exemple, si la zone ponctuelle est supérieure à 20%, c'est: - / 2mA
La cote de performance est exprimée en valeur RA + évaluation subjective + niveau d'échec de superposition
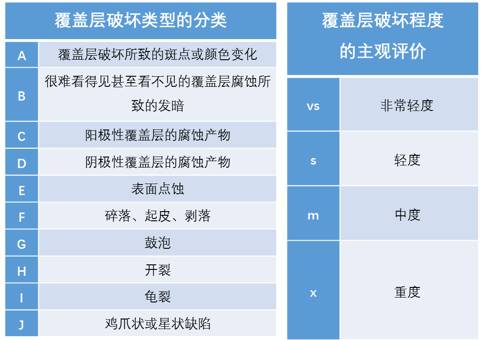
Par exemple, s'il n'y a pas de corrosion métallique matricielle dans l'échantillon, mais qu'il y a une légère corrosion de la couche de revêtement anodique inférieure à 1% de la superficie totale, il est noté 10 / 6SC
Une photographie d'une superposition avec une polarité négative vers le métal substrat
02
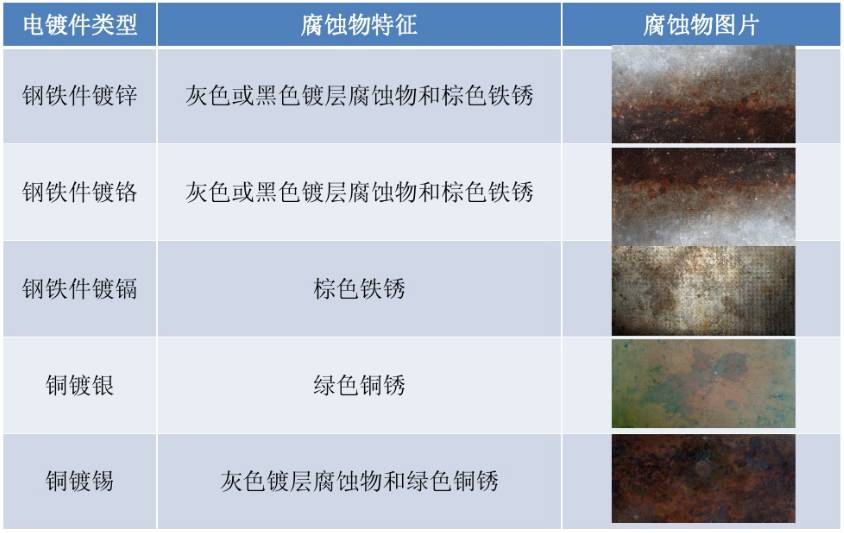
Méthode pour évaluer la présence de corrodes
La méthode d'évaluation de la corrosion est une méthode de détermination qualitative, elle est basée sur le test de corrosion par pulvérisation saline, si le phénomène de corrosion du produit pour déterminer l'échantillon. Par exemple, JB4 159-1999, GJB4.11-1983, GB / T 4288-2003 ont adopté cette méthode pour évaluer les résultats des tests de Salt Spray.
Tableau caractéristique de la corrosion des pièces d'électroplastes communes après test de pulvérisation saline
Méthode de calcul du taux de corrosion:
01
 L'humidité relative critique de la corrosion des métaux est d'environ 70%. Lorsque l'humidité relative atteint ou dépasse cette humidité critique, le sel sera délimité pour former un électrolyte avec une bonne conductivité. Lorsque l'humidité relative diminue, la concentration de solution saline augmentera jusqu'à ce que le sel cristallin soit précipité et que le taux de corrosion diminue en conséquence. À mesure que la température augmente, le mouvement moléculaire s'intensifie et le taux de corrosion de l'habit à forte augmentation du spray salin. La Commission électrotechnique internationale souligne que le taux de corrosion augmente de 2 ~ 3 fois et que la conductivité de l'électrolyte augmente de 10 ~ 20% pour 10 ℃ augmentation de la température. Pour le test de pulvérisation saline neutre, il est généralement considéré que 35 ℃ est la température appropriée.02
L'humidité relative critique de la corrosion des métaux est d'environ 70%. Lorsque l'humidité relative atteint ou dépasse cette humidité critique, le sel sera délimité pour former un électrolyte avec une bonne conductivité. Lorsque l'humidité relative diminue, la concentration de solution saline augmentera jusqu'à ce que le sel cristallin soit précipité et que le taux de corrosion diminue en conséquence. À mesure que la température augmente, le mouvement moléculaire s'intensifie et le taux de corrosion de l'habit à forte augmentation du spray salin. La Commission électrotechnique internationale souligne que le taux de corrosion augmente de 2 ~ 3 fois et que la conductivité de l'électrolyte augmente de 10 ~ 20% pour 10 ℃ augmentation de la température. Pour le test de pulvérisation saline neutre, il est généralement considéré que 35 ℃ est la température appropriée.02Concentration de solution
L'angle de placement de l'échantillon

La direction de sédimentation du spray salin est proche de la direction verticale. Lorsque l'échantillon est placé horizontalement, sa zone de projection est la plus grande et la surface de l'échantillon porte le plus de spray le plus salin, donc la corrosion est la plus grave. Les résultats montrent que lorsque la plaque d'acier est à 45 ° de la ligne horizontale, la perte de poids de corrosion par mètre carré est de 250 g et lorsque la plaque d'acier est parallèle à la ligne verticale, la perte de poids de corrosion est de 140 g par mètre carré. GB / T 2423.17-1993 States standard: «La méthode de placement de l'échantillon plat doit être telle que la surface testée doit être à un angle de 30 ° de la direction verticale».
04 PH
 Faire le pH, plus la concentration d'ions hydrogène dans la solution est élevée, plus acide et corrosif est plus acide. La valeur du pH du test de pulvérisation salin neutre (NSS) est de 6,5 à 7,2. En raison de l'influence des facteurs environnementaux, la valeur du pH de la solution saline changera. Afin d'améliorer la reproductibilité des résultats des tests de pulvérisation saline, la plage de valeur de pH de la solution saline est spécifiée dans le test du test de pulvérisation saline au pays et à l'étranger, et la méthode de stabilisation de la valeur de pH de la solution saline pendant le test est proposée.
Faire le pH, plus la concentration d'ions hydrogène dans la solution est élevée, plus acide et corrosif est plus acide. La valeur du pH du test de pulvérisation salin neutre (NSS) est de 6,5 à 7,2. En raison de l'influence des facteurs environnementaux, la valeur du pH de la solution saline changera. Afin d'améliorer la reproductibilité des résultats des tests de pulvérisation saline, la plage de valeur de pH de la solution saline est spécifiée dans le test du test de pulvérisation saline au pays et à l'étranger, et la méthode de stabilisation de la valeur de pH de la solution saline pendant le test est proposée.
05
La quantité de dépôt de pulvérisation saline et de méthode de pulvérisation

Plus les particules de pulvérisation saline sont fines, plus la surface qu'elles se forment sont importantes, plus elles adsorbent d'oxygène, et plus elles sont corrosives. Les inconvénients les plus évidents des méthodes de pulvérisation traditionnelles, y compris la méthode de pulvérisation pneumatique et la méthode de la tour de pulvérisation, sont la mauvaise uniformité du dépôt de pulvérisation saline et le grand diamètre des particules de pulvérisation saline. Différentes méthodes de pulvérisation ont également un effet sur le pH de la solution saline.
Normes liées aux tests de pulvérisation saline.
Combien de temps dure une heure de spray salin dans l'environnement naturel?
Le test de pulvérisation saline est divisé en deux catégories, l'une est un test d'exposition à l'environnement naturel, l'autre est un test d'environnement de pulvérisation salin simulé artificiel accéléré.
La simulation artificielle du test d'environnement de pulvérisation saline consiste à utiliser un équipement de test avec un certain espace de volume - Salt Spray Test Chamber, dans son espace de volume avec des méthodes artificielles pour créer un environnement de pulvérisation saline pour évaluer la résistance à la corrosion du produit. Par rapport à l'environnement naturel, la concentration en sel de chlorure dans l'environnement de pulvérisation saline peut être plusieurs ou dizaines de fois la teneur en spray salin dans l'environnement naturel général, de sorte que la vitesse de corrosion est considérablement améliorée et le test de pulvérisation saline sur Le produit est considérablement raccourci. Par exemple, il peut prendre un an pour qu'un échantillon de produit soit corrodé sous une exposition naturelle, tandis que des résultats similaires peuvent être obtenus en 24 heures sous un environnement de pulvérisation salin simulée artificielle.
Le test de pulvérisation salin simulée artificielle comprend un test de pulvérisation saline neutre, un test de pulvérisation d'acétate, un test de pulvérisation accéléré en cuivre accéléré, un test de pulvérisation en alternance.
(1) Le test de pulvérisation saline neutre (test NSS) est une méthode de test de corrosion accélérée avec l'apparence le plus ancien et le champ d'application le plus large. Il utilise une solution de saumure de chlorure de sodium à 5%, le pH de la solution ajusté dans la plage neutre (6 ~ 7) comme solution de pulvérisation. La température d'essai a été fixée à 35 ℃, et le taux de règlement du spray salin devait se situer entre 1 ~ 2 ml / 80 cm².
(2) Le test de pulvérisation d'acétate (test ASS) est développé sur la base du test de pulvérisation saline neutre. Il s'agit d'ajouter de l'acide acétique glaciaire à une solution de chlorure de sodium à 5%, de sorte que la valeur de pH de la solution tombe à environ 3, la solution devient acide et, enfin, le spray salin est formé à partir d'un spray de sel neutre dans l'acide. Le taux de corrosion est environ trois fois plus rapide que le test NSS.
(3) Le test de pulvérisation d'acétate accéléré en cuivre (test CASS) est un test de corrosion rapide sur la corrosion par pulvérisation de sel développé récemment à l'étranger. La température d'essai est de 50 ℃ et une petite quantité de sel de cuivre - du chlorure de cuivre est ajoutée dans la solution saline pour induire fortement la corrosion. Il corrode environ huit fois plus rapide que le test NSS.
Dans des conditions environnementales générales, la formule de conversion temporelle suivante peut être à peu près référée:
Test de pulvérisation saline neutre 24h environnement naturel pendant 1 an
Test de brume acétate 24h environnement naturel pendant 3 ans
Copper Salt accéléré d'acétate Test de brume 24h Environnement naturel pendant 8 ans
Par conséquent, compte tenu de l'environnement marin, du pulvérisation saline, des caractéristiques alternatives humides et sèches de congélation, nous pensons que la résistance à la corrosion des accessoires des navires de pêche dans un tel environnement ne devrait être que le tiers de celle des tests conventionnels.
Par conséquent, compte tenu de l'environnement marin, du pulvérisation saline, des caractéristiques alternatives humides et sèches de congélation, nous pensons que la résistance à la corrosion des accessoires des navires de pêche dans un tel environnement ne devrait être que le tiers de celle des tests conventionnels.
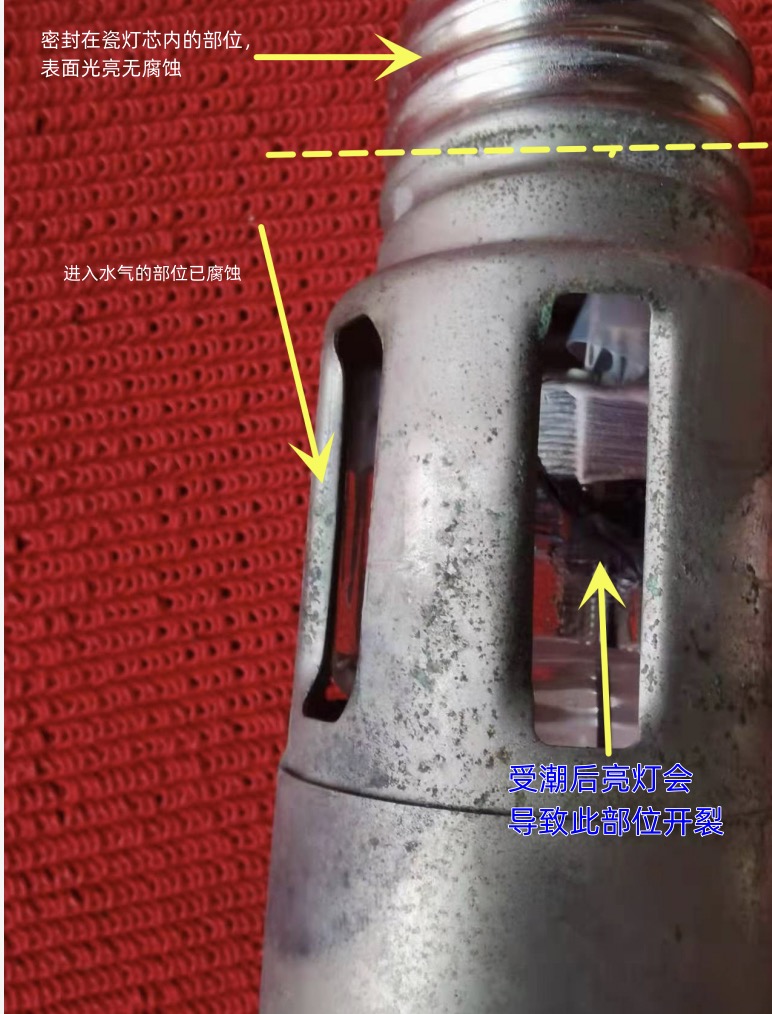
C'est pourquoi nous avons besoin de bateaux de pêche pour avoirBallast de lampe en métal halogéeet les condensateurs installés à l'intérieur. Le support de lampe du4000W Lumière de pêche à borddoit être scellé avec un matériau qui peut résister à plus de 230 degrés Celsius. Pour s'assurer que les feux de pêche dans l'utilisation du processus, ne perdront pas l'effet d'étanchéité et dans le spray salin, entraînant la corrosion du bouchon de lampe, entraînant une rupture de la puce de l'ampoule.
Ci-dessus, un4000W lampe de pêche qui attire le thona été utilisé par un bateau de pêche pendant un demi-an. Le capitaine n'a pas gardé la lampe dans un environnement sec sur terre ni vérifié le sceau de la lampe parce qu'il gardait l'île pendant un an. Quand il a à nouveau utilisé la lampe après un an, la puce de la lampe a explosé
Heure du poste: le 15 mai-2023