የኦፕቲካል Pass Pass የጥገና ምጣኔየብረት ሽርሽር ማጥመድ አምፖሎችየብረት ብረት ብረት ካሳ ማጥመጃ መብራቶች ውስጥ በጣም አስፈላጊ ቴክኒካዊ ጠቋሚዎች አንዱ ነው. በቻይና ውስጥ እና የቴክኒክ ደረጃ ቀጣይነት ያለው የዓሣ ማጥመጃ መብራቶች እና የቴክኒክ ደረጃ የጥገና የጥገና ምላጭ የዓሣ ማጥመጃ የጥገና ምሰሶዎች ይበልጥ አስፈላጊ እየሆኑ ናቸው. ይህ ጽሑፍ በጥልቀት በተተነተነው ትንታኔ እና ምርምር ዘዴው ላይ ያተኩራል.
የብረት ብረት የመጠጥ ማጥመድ የዓሳ ማጥመድ ብርሃን ማለፊያ
ተከታታይ ብረትን ጨርቃድ, የተለያዩ ኃይሉ, የተለያየ የብረቱ የውሃ አወቃቀር አወቃቀር የ Outter Canmp ንድፍ እንደ ሁለት መቶ ሰዓታት (ሁለት መቶ ሰዓታት) ባለትዳሮች ያሉ አብዛኛዎቹ የብረት ማዕድን መጠን ሰዓታት ወደ አንድ የ ︿ Primx ውድቀት በፍጥነት ማዞር, የብርሃን ፍሰት ማሽቆልቆልን ማብራትዎን ይቀጥሉ. ሆኖም, በተለየ የብርሃን ማጓጓዣ ጥገናዎች ያሉት የአሳ ማጥመድ የዓሳ ማጥመጃ አምፖሎች እንዲሁም በመነሻ የመቃብር ስፍራ የብርሃን ቅነሳ መጠን በመሠረቱ የኋላ ኋላ መጫዎቻ ቦታ ላይ ተመሳሳይ ነው. ከዚህ በላይ ያሉት ልዩነቶች በዋነኝነት የሚከሰቱት በተመሳሳይ ተመሳሳይ እና ዘግይቶ የማዞሪያ ቦታ ላይ የብርሃን ፍሰት ለመቀነስ ተመሳሳይ ነው. የብርሃን ፍሰት መብራቶች መንቀሳቀስን ለመቀነስ, የብርሃን ማለፊያ ጥገናን ውጤታማ በሆነ መንገድ ለማሻሻል የመጀመሪያ እና ዘግይቶ የመራቢያ መንገዶች እንዲመረመሩ ለማድረግ የብርሃን መበስበስን አሠራሩ መጀመሪያ ላይ የብርሃን መበስበሪያ ዘዴን መመርመር አስፈላጊ ነው መብራቶች ደረጃ.

በመጀመሪያ, የመነሻ መሄጃ ቦታን የሚቀነሰውን ዘዴ የሚተነተነ ነው. ለምሳሌ, የተወሰኑትን የአርኪ ቱቦየብረት ውሃ ማጥመድ አምፖሎችያካትታል-የሩድዝ አረፋ shell ል እና ኤሌክትሮዲ መጠን መጠን እና ቅርፅ; የኤሌክትሮንድ ቅጥያ ርዝመት; የቀዝቃዛ ማብቂያ ሙቀት (የመድኃኒት ሽፋን መጠንን እና ሽፋን ውፍረትን ጨምሮ); የተሞላው የወርቅ ሀይል እና የግቤት ክምችት ከተያዙ በኋላ የጨረር ሽግግር ለውጥ በመሠረታዊነት የሚወሰነው በ: 1 ነው. የሩብዛ አረፋ ጩኸት የጨረር ሽግግር ለውጥ. 2. በኤሌክትሮዲ የመልቀቂያ አፈፃፀም ውስጥ ለውጦች (ካታሆድ ሊፈጠር የሚችል ጠብታዎችን ጨምሮ). 3. በአቶሚክ ማጎሪያ እና አቶምቲክ የአቶሚክ አካላት (ኤ.ኤ, ኤ.ሲ, ዲ, ዲ, ኤች.ጂ., ኤች.ጂ., ኤች.አይ.ቪ.).
ከጠቅላላው የአቶሚክ ጨረር ጨረርነት ውስጥየውሃ ውስጥ ብረት ብረት አጥንት ማጥመድ አምፖሎችአርክ ቱቦ የተመካው በተደሰቱ አቶሞች ላይ በሚገኘው ትኩረት ላይ የተመሠረተ ነው, መግለጫው እንደሚከተለው ነው-
N¿ = አይ (GK / G,) exp- (Evk / KT)
የተለያዩ ጥንታዊ ንጥረ ነገሮች የአቶሚክ አቶማቲክ ማጎሪያ ነው. VK የተለያዩ የዘር ሐረግ አካላት የኃይል ጉልበት ኃይል ነው. T እያንዳንዱ ንጥረ ነገር አቶሞች የሚገኙበት የሙቀት መጠን ነው. የብረት ሽርሽር አምፖሉ በሚያንጸባርቅበት ጊዜ በአርኪ ቱቦ ውስጥ ትልቅ የሙቀት ልዩነት ካለ, ስእል 1 ከ 2000 ዋው የብረት ማጠፊያ አምፖሎች የ ARC ቱቦ የርኩሰት ንድፍ ያሳያል.
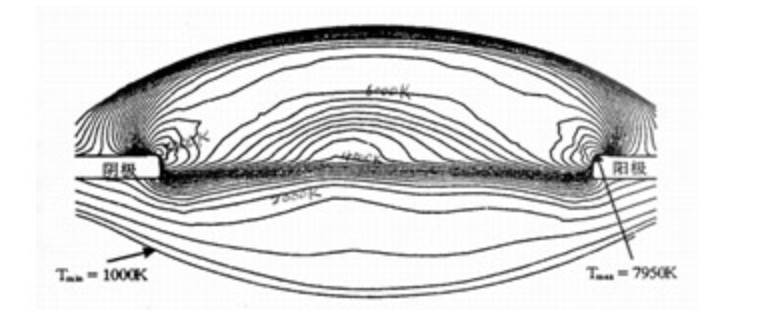
ምስል 1 የፕላዝማ ሙቀት መገለጫ የ2000 ዋው የብረት ሽፋጥ አምፖሎች. የኤሌክትሮድ ርቀቱ ርቀት 4.2 ሚሜ እና ገለልተኛ ርቀት 250 ኪ.ሜ ነው
ተመሳሳይ ቁጥር ያላቸው ተመሳሳይ አምራቾች አቶሞች በተለየ ገለልተኛ ክልሎች ውስጥ የተለያዩ ብርሃን አምሳያ ያላቸው አቶሞች የተለያዩ ቀለል ያሉ አቶሞች ካሉዎት ከላይ ካለው እኩልታ ሊታይ ይችላል. የ NAIA, Sci3 እና ሌሎች የብረት ግፊት ሞለኪውሎች በቅዝቃዛው መጨረሻ አቅራቢያ ካለው የሩብ ቱቦው ቀዝቃዛ ቀዝቃዛው ቀዝቃዛ ቀዝቃዛ ቀዝቃዛው ቀዝቃዛ ቀዝቃዛው ቀዝቃዛ ቀዝቃዛ ቀዝቃዛ ቀዝቃዛ ቀዝቃዛ ቀዝቃዛው ቀዝቃዛ ቀዝቃዛ ቀዝቃዛ ወቅት የተቆራኘ ነው (በብረት በብረቱ ተወስኗል የመሞላት መሙላት መጠን, የቀዝቃዛው መጨረሻ ወለል ቅርፅ እና ግዛት እና ፈሳሽ ብረት ብረት ጭልፊት ወለል በኩል የፍሰት ፍጥነት. የቅዱሳኑ ቀዝቃዛ መጨረሻ በአቶሚክ ማጎሪያ እና ስርጭት ሁኔታ በእጅጉ ላይ ተጽዕኖ ያሳድራል, በእርግጥ, የብረቱ ብረት ብረት ብረት ብረት ብረትን ይነካል. በጥንቃቄ በተወሰነ ደረጃ ላይ ባለው የብረት የመሳሰሻ ማጥመድ ቀዝቃዛ ቀዝቃዛ መጨረሻ ላይ ፈሳሹን የብረት ብረት ስርጭት ማከፋፈል አስቸጋሪ አይደለም. የተሽከረከረው የብረት ጭልፊት መብራቶች በቀዝቃዛ ሰዓቶች ቀዝቃዛ ሰዓቶች ቀዝቃዛ ሰዓቶች ቀዝቃዛ ሰዓቶች ውስጥ ወደ ላይ የመግቢያ ነጥብ (በተለይም ስካ-ኔ የተከታታይ ብረት ብረት አምፖል) በጣም ብዙ ሰዓታት እንደሚለወጥ መፈለግ ከባድ አይደለም. ስለዚህ በአርሲ ቱቦ ውስጥ የአቶሚክ ማጎሪያ ስርጭት በእጅጉ ይለውጣል, ይህም ትልቁን የመጀመሪያ ብርሃን የብረት ማዕድ ብረት አምፖል ዋና ዋና ምክንያቶች አንዱ ነው.
የልጥፍ ጊዜ-ጁን-19-2023